
Precision of ore grade data
Sensors can be used to improve the precision of ore grade data. This is because of the high speed at which data can be gathered with the currently available sensing technologies. It provides opportunities to significantly increase the number of samples that are gathered on large volumes of ore material, which improves data representativity and decreases sampling errors.
An application where sensors can be easily introduced to improve the precision of information about ore composition is conveyor belt scanning. On a conveyor belt, the surfaces of particles originating from a mining block will be exposed and can be scanned with various sensor technologies. A typical block size used at large open pit mines is around 25×25×15 m. This represents a volume of 9 375 m3 and a weight of around 25 000 tonnes at a common rock density of around 2.7 g/cm3. At such mines, conveyor belt transport speeds can typically reach 5000 tonnes per hour, meaning that it takes around 5 hours to transport the entire block.
There are various conveyor belt analysers available on the market that are able to gather huge amounts of data within 5 hours. A laser-induced breakdown spectroscopy (LIBS) sensor for example can be used to take up to 100 measurements per second. This means that over a 5 hour period, such a scanner can acquire 1.8 million samples that are randomly distributed throughout the volume of the mining block.
Resource models provide only a single estimate with a relatively low precision for such a mining block. If grade control sampling is maximized by collecting a cuttings sample from every blast hole, around 25 samples will be taken from the block at a typical blast hole spacing of 5×5 m. Since the amount of samples that conveyor belt analysers can gather is many times larger, it can be expected that significant improvements in data precision are possible with this technology.
Even though the precision of single sensor measurements is usually not as high as those of geochemical analyses performed in a laboratory, the averaging of many sensor measurements will compensate for this. The only threat to the representativity of an analyser’s results is when a bias occurs between the sensor data and the actual composition of the ore. However, any bias can be eliminated through well-defined calibration procedures. This is the reason that calibration is one of the most important parts of sensor application development.
Improving ore deposit models
The high scanning speed of sensors can be used to improve the understanding of how ore mineralisation and other relevant material properties are distributed throughout a deposit. This can be achieved during exploration and grade-control by high-resolution drill hole logging for example. Additionally, imaging sensors can be used to generate images of mineral occurrence or chemical distribution on drill cores and exposed mining surfaces. This can be used to better define different zones of ore and waste and construct more accurate deposit models. If some type of material tracking is performed, it is also possible to improve accuracy by feeding back downstream sensor and process information. This also provides options to better link mineral processing behaviour of the ore to geological characteristics.
Grade control and downstream process optimization
Scanning ore materials in trucks, excavators, on conveyor belts, etc. can be used to improve grade control throughout an entire mining operation. This can result in better material classification, stockpiling and providing a more constant feed to mineral processing facilities to improve their performance.
Mineral processing performance can likely also be enhanced by using sensors to scan the ore feed and predict processing behaviour such as the required comminution energy or metal recovery. This could be achieved by recording the production results and process parameters of a plant and linking these to the sensor data by using AI machines. The AI could be used to keep the plant settings at optimal levels by adjusting them to changes in the feed that are revealed by the sensors.
Sensor-based sorting
Sensor-based sorting machines can be used to eliminate waste from downstream processes. Mineral extraction usually requires pulverization of the ores and rocks to be able to separate the minerals within. This is generally performed with crushing and grinding machines, which consume water, wear parts, and a lot of electric energy. Because the energy consumption of sensor-based sorting is much lower, it is more efficient to use this technology to remove waste from the feed to these pulverizing processes. This provides not only significant cost savings, but also reduces the environmental footprint of mineral and metal production.
Due to the relatively low operating costs of sensor-based sorting, this technology may also be used to increase the amount of ore that is produced from a deposit. This is because a reduction in the operating costs of mineral extraction will lower the economic cut-off grade. Lowering the cut-off grade can turn parts of the deposit that were previously classified as waste into ore. This may also apply to historic waste piles of mines that were closed many years ago. This means sensor-based sorting can be used to increase overall resource efficiency.
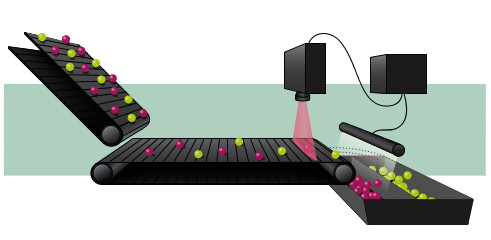
Concept of sensor-based particle sorting.
source: PhD thesis M.Dalm (2018 – TU Delft), https://doi.org/10.4233/uuid:70a1e180-ef0c-4226-9af3-7e9dc3938c7f

Example of a sensor-based particle sorting machine.
source: “Sensor-Based Sorting: The Future of Mining” by Rebecca G (2020 – SRC), https://www.src.sk.ca/blog/sensor-based-sorting-future-mining